Most buyers installing powder coating lines for large metal frames — such as bicycle bodies, motorcycle parts, or industrial racks — face one recurring problem: inconsistent coating results. Orange peel, uneven thickness, poor corner coverage, or inconsistent color depth are all too common.
Yantai Clear brings you proven insights to help you troubleshoot and improve your coating quality — especially when dealing with large, multi-angled, or tubular metal parts.

Why Large Frames Are Difficult to Coat Uniformly
Unlike flat panels, large frames:
* Have multiple curves, corners, and hollow tubes
* Reflect electrostatic fields unevenly
* Are difficult to ground from a single point
* Require careful part orientation and spray timing
That’s why coating quality on frames depends not only on good equipment, but also on layout design, operator experience, and powder characteristics.
5 Key Factors Affecting Coating Quality (and How to Fix Them)
1. Poor Grounding
Problem: Powder doesn’t fully wrap around or adhere
Fix: Use multi-point grounding jigs or rotating hangers to expose all surfaces
2. Gun-to-Part Distance
Problem: Far distances cause overspray; too close causes back-ionization
Fix: Keep spray guns at 15–25 cm distance for most metallic frames
3. Insufficient Coverage in Corners or Inner Tubes
Problem: Faraday cage effect blocks powder from entering tight zones
Fix: Use manual touch-up after auto spraying; reduce KV (electrostatic charge) near corners
4. Inconsistent Powder Flow or Build-Up
Problem: Powder is too thick in some areas, too thin in others
Fix: Calibrate your powder feed system weekly; avoid worn nozzles and clogged hoppers
5. Under or Over Curing
Problem: Coating either stays soft or gets discolored
Fix: Confirm oven dwell time and part temperature using thermostrips or probes
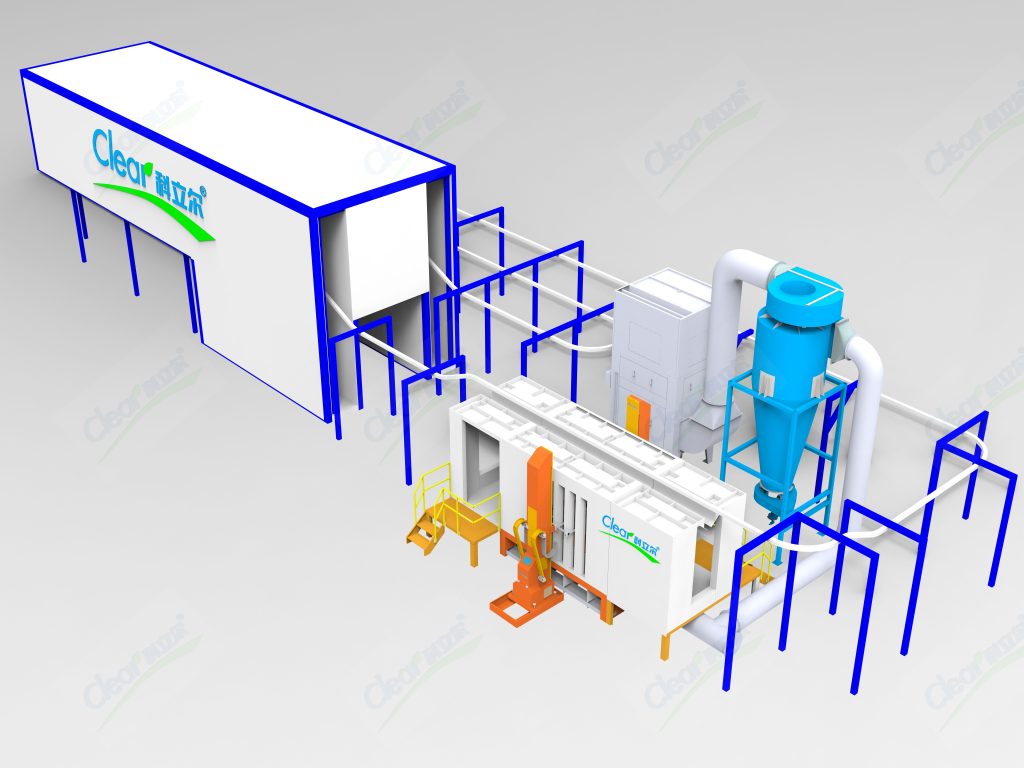
Yantai Clear Solutions for Frame Coating
We’ve supported customers in coating bicycle frames, automotive racks, metal shelves, and structural frames. Our line designs often include:
Overhead rail with rotating hangers for 360° access
Two-zone spray booths: one for auto coating, one for manual detailing
Variable KV guns: for adjusting voltage between frame zones
IR boosters before curing oven: ensure even heating for tubular frames
Height-adjustable jigs: accommodate frames from 1m to 2.5m
Real Example: Motorcycle Frame Coating Line (Colombia)
A customer struggled with shadowed areas under the engine mount zone. After switching to:
Double ground points on each frame
Low KV passes near cross joints
Manual retouching zone before curing oven
Their reject rate dropped by 47% in just 2 weeks.
Additional Tips for Frame Coating Quality
Use fresh powder — Recycled powder can clog or cause uneven finish
Always pre-bake frames to remove hidden moisture
Label jigs so parts are always loaded the same way
Train workers on motion paths to avoid overspray on already-coated zones
FAQ
Q1: What is the ideal coating thickness for bike or tubular frames?
A: 60–80 microns is common. Too thick may crack; too thin may chip.
Q2: Can I use only automatic spray for metal frames?
A: No. Manual spray is required for corners, joints, and internal cutouts.
Q3: What powder type gives better corner coverage?
A: Low-cure or hybrid polyester powders often perform better in tight areas.