Most first-time buyers setting up a powder coating line for electrical control cabinets often underestimate how specific the process needs to be. It’s not just about spraying powder and curing — it’s about dealing with boxy structures, sharp edges, grounding challenges, and varying batch sizes.
Yantai Clear brings you a focused look into how to design and configure a powder coating line specifically for electrical cabinet production — whether you’re coating low-voltage boxes, server enclosures, or large industrial panels.

Why Electrical Cabinets Need Special Coating Attention
Unlike flat parts, control cabinets come with:
* Deep cavities and internal flanges
* Hinges, cutouts, and grounding points
* Multiple panel sizes and surface profiles
* Higher performance expectations (corrosion resistance, insulation, aesthetics)
Powder coating gives these cabinets long-term durability and a professional finish — but only if your line is properly designed for them.
Yantai Clear Helps You Handle These Challenges
1. Overspray and Recessed Zones
Electrical boxes often trap powder inside corners or shadow zones. We help you:
* Design booth airflow to minimize dead spots
* Position guns at adjustable angles
* Add manual retouching zones near booth exits
2. Pre-treatment for Cold-Rolled or Galvanized Sheets
Different substrates require different pre-treatment chemicals. We provide:
* Multi-stage spray tunnels or dip tanks
* Degreasing + phosphate or zirconium treatments
* Optional stainless steel tanks for long service life
3. Grounding and Hanging Configuration
Bad grounding leads to poor adhesion — especially on boxes with door hinges. Our system includes:
* Adjustable jigs for secure contact
* Rotating hangers for inside-out spraying
* Load/unload zones designed for bulky items
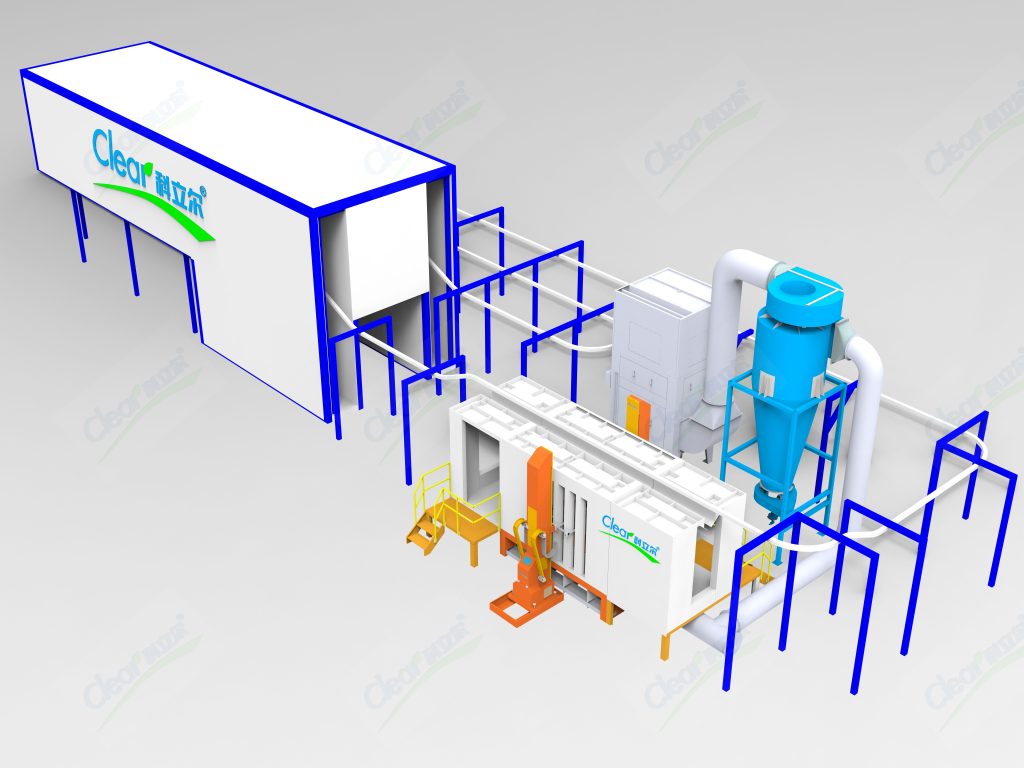
Recommended Line Configuration (For Mid-Sized Cabinets)
| System Section | Suggested Setup |
| ——————– | ——————————————— |
| Pretreatment | 3-stage spray tunnel or manual tank system |
| Drying Oven | 180–220°C electric drying unit |
| Powder Spray Booth | Double-side booth with strong airflow control |
| Manual Touch-up Zone | For corners and ground point retouch |
| Curing Oven | 4–6m long, 200°C electric or gas heated |
| Conveyor | Overhead I-beam with load-bearing hooks |
> ✅ All layouts include 3D line diagrams before production begins.
Production Flow Example
1. Loading Station – Operators place cabinets on custom hangers
2. Pretreatment – Spray degreasing and water rinse
3. Drying Oven – 10–15 min drying depending on part size
4. Powder Coating Booth – Automatic + manual guns for full coverage
5. Touch-Up – Manual check for corners or ground points
6. Curing Oven – 180°C for 20 minutes
7. Unloading & Cooling – Transfer to inspection or assembly zone
What Our Clients Learned the Hard Way (So You Don’t Have To)
Using flat part hangers for boxes = poor grounding = peeling coating
Skipping touch-up zones = undercoated hinges or corners
No airflow simulation = powder buildup on floor and fans
Oversized ovens = wasted energy on small batches
Yantai Clear helps clients avoid these mistakes with practical, layout-based guidance — not just equipment.
FAQ
Q1: Can one booth handle multiple cabinet sizes?
A: Yes, with proper jig spacing and booth width. We offer customizable booth sizes based on your product mix.
Q2: Do I need both automatic and manual spray guns?
A: For best coverage, yes. Automatic guns handle surfaces, while manual guns reach hinges, flanges, and inside corners.
Q3: What’s the average curing time for steel cabinets?
A: At 180°C, 18–20 minutes is sufficient for most standard cabinet thicknesses.